As electric vehicle (EV) programs push toward higher integration, faster production timelines, and stricter EMC regulations, unexpected electromagnetic compatibility issues are becoming a major source of costly design re‑spins. Late‑found EMI from the e‑drive system can force redesigns of motor controllers, cable layouts, shielding, and even vehicle architectures—leading to delayed launches, increased NRE costs, and strained supplier‑OEM relationships.
E‑Drive EMC test benches play a critical role in breaking this cycle. By enabling engineers to test electric drive systems under realistic load conditions inside controlled, shielded environments, these test systems help uncover EMC problems early in development, before they become embedded in production designs. This article explores how E‑Drive EMC test benches turn EMC from a last‑minute risk into a predictable, manageable part of the EV development process—and ultimately help teams avoid expensive late‑stage redesigns.
Electric drive systems use high‑frequency IGBT or SiC inverters to deliver high efficiency and fast dynamics. This switching, however, generates strong EMI in the kHz–MHz range that can couple into nearby sensors and communication networks.
When this EMI is not caught early, it often forces redesigns of inverter layouts, grounding, and shielding. Testing on an E‑Drive EMC test bench under realistic load conditions helps uncover these issues before they become embedded in the vehicle design.
In many EV programs, EMC testing happens only at the end of development. If EMI problems are discovered at the vehicle level or during CISPR25 testing, teams must redesign motor housings, cable harnesses, and filter modules—often under time pressure.
This leads to increased NRE costs and delayed launches. AnE‑Drive EMC test benchallows teams to test the electric drive system early, avoiding last‑minute hardware re‑spins and reducing risk.
Poor shielding and grounding turn the electric drive system into an unintentional radiator, emitting both conducted and radiated EMI across a wide frequency band. When these issues are found late, the only option is to add shielding, relocate cables, or modify mechanical enclosures.
These changes can trigger new mechanical and thermal validation cycles. Using anE‑Drive EMC test benchin a controlled environment helps optimize shielding and grounding strategies from the beginning.
EMI from the electric drive system can interfere with safety‑critical systems such as ADAS, braking control, and battery management, which rely on CAN, CAN‑FD, or Ethernet communication. Signal disruptions can cause erratic behavior, false warnings, or temporary loss of control.
Such issues significantly increase recall risks. AnE‑Drive EMC test benchenables teams to test EMC compliance under real operating conditions and catch interference risks before they reach the test track.
Modern standards likeCISPR25andISO11452‑2require EVs to meet strict EMC limits for both radiated and conducted emissions. Programs that test EMC only late in development often discover that their electric drive system does not meet these requirements.
Last‑minute changes to filters, chokes, and shielding can invalidate existing designs. Integrating an E‑Drive EMC test bench into the development workflow helps track EMC compliance early and prevent costly re‑spins driven by regulatory requirements.
Electromagnetic Compatibility (EMC) testing is often perceived as the "final gate" in the Product Development Lifecycle (PDLC). Discovering non-compliance during the late stages—such as during prototype validation or pre-certification—is not merely a technical glitch; it is a significant business crisis. This reactive approach leads to exponential resource consumption and often results in missed market opportunities or failed product launches.
When EMC issues surface late in the cycle, the cost of resolution balloons due to the lack of design flexibility.
Design Reconstruction Costs: Late-stage modifications to PCB layouts or the selection of new components can trigger a "ripple effect," potentially degrading other circuit performance metrics and necessitating exhaustive re-simulation and testing.
Tooling and Enclosure Waste: If an EMC issue requires physical mitigation (e.g., adding shielding cans, conductive gaskets, or modifying the enclosure), it often means that existing molds must be scrapped or retooled, incurring massive one-time engineering costs (NRE).
Logistical and Compliance Overhead: Repeated laboratory fees, expedited shipping costs for prototypes, and the administrative burden of re-submitting for certifications (FCC, CE, ISED) accumulate quickly, often doubling or tripling the initial testing budget.
An EMC failure near the launch date can stall a project indefinitely, creating a bottleneck that affects the entire organization.
Erosion of Time-to-Market (TTM): A single failed certification attempt can delay a launch by 4 to 8 weeks. In highly competitive industries, missing a seasonal sales window (e.g., holiday seasons or major trade shows) can render a product commercially obsolete.
Resource Cannibalization: To resolve critical late-stage failures, companies are often forced to divert senior engineers from other active projects, leading to project slippage across the entire product portfolio.
Brand Reputation Risk: Launching a product with "band-aid" fixes—or failing to launch at all—damages stakeholder trust and brand credibility, the long-term impact of which far exceeds the immediate financial loss.
To mitigate the risks associated with late-stage EMC failures, companies must shift compliance efforts to the earliest phases of development:
Simulation-Driven Design: Utilize electromagnetic simulation software (e.g., HFSS, CST) early in the design phase to identify potential radiation sources and coupling paths before a single component is soldered.
Enforcement of Design Rules (DRC): Establish rigorous standards for grounding, filtering, and stack-up, and enforce these through automated Design Rule Checks during the PCB layout process.
Internal Pre-Compliance Testing: Implement "pre-compliance" environments or small-scale labs to verify designs while the hardware is still modular and malleable.
Key Insight: EMC is a system-level engineering discipline, not a post-design afterthought. Industry data suggests that for every $1 invested in compliance planning during the design phase, companies can save $100 or more in late-stage remediation costs.
In the high-stakes world of EV powertrain development, the E-Drive EMC Test Bench is not just a testing tool—it is an insurance policy against delayed market entry.
Modern e-drives operate at high frequencies with high power density. When components are treated as "black boxes" until vehicle-level integration, EMC failures become inevitable.
The Cost of Silence: Waiting until final assembly to test EMC leaves no room for maneuver. Failure at this stage forces a choice between catastrophic delays or risky, inefficient "band-aid" fixes.
The Complexity Trap: High-voltage cables, high-speed switching inverters, and traction motors create an electromagnetic landscape that is nearly impossible to debug once installed in a vehicle chassis.
By moving the EMC evaluation to a dedicated test bench, engineering teams gain full control over the design cycle.
| Feature | The Traditional Approach | The Proactive Approach |
|---|---|---|
| Visibility | Opaque (Difficult to isolate) | Transparent (Granular data) |
| Flexibility | Rigid (Design is locked) | Agile (Iterative modifications) |
| Efficiency | Reactive / High Risk | Proactive / Low Risk |
Unlike static laboratory tests, a dynamic test bench utilizes dynamometers to replicate actual driving cycles. This allows teams to capture EMI signatures during acceleration and regenerative braking, identifying transient spikes that would otherwise remain hidden until the full prototype stage.
The bench environment enables real-time iteration on Pulse Width Modulation (PWM) frequency and switching patterns. Teams can tune the inverter’s behavior to stay below regulatory emission limits without sacrificing torque efficiency or thermal performance.
When a vehicle fails EMC, it often leads to conflict between software teams, hardware engineers, and component suppliers. A standardized test bench provides empirical, isolated data that points to the exact source of interference, fostering better communication and faster resolution.
The integration of E-Drive EMC test benches transforms electromagnetic compliance from a "final hurdle" into a predictable outcome.
Certification failure often stems from relying on "ideal" test conditions. Power electronics and E-drives exhibit radically different emission profiles when pushed to full operating capacity.
Dynamic Sensitivity: Emission patterns shift with load. A system passing at 50% load may fail during peak torque or rapid acceleration.
Thermal Drift: As components heat up under load, their electrical characteristics (impedance/stray capacitance) change, often causing EMI to exceed limits.
Parasitic Activation: High-frequency current loops expand under load, turning minor board features (like cable routing) into radiating antennas.
Dynamic Load Profiles: Use dynamometers to replicate real-world acceleration/braking cycles rather than static currents.
Transient Injection: Measure EMI during rapid current changes and voltage fluctuations.
Relying on external certification labs for troubleshooting is a recipe for project delays and soaring costs. By bringing E-drive EMC testing in-house, engineering teams move from a "fail-and-fix" cycle to a "test-and-optimize" workflow.
The Bottleneck: Scheduling time at certified labs is difficult and expensive. Discovering a failure there forces you to ship equipment back, redesign, and reschedule, losing weeks or months of progress.
The Black-Box Dilemma: External labs provide "Pass/Fail" results but rarely offer the granular diagnostic data needed to isolate the root cause.
Limited Iteration: With no internal setup, you cannot verify the effectiveness of a fix until the next expensive trip to the lab.
Immediate Feedback Loops: Engineers can test a design tweak (like a new filter or shielded cable) immediately. If it fails, they pivot in minutes, not weeks.
Granular Troubleshooting: In-house setups allow for "near-field" probing. You can pinpoint exactly which component, connector, or cable is the primary radiator, rather than guessing.
Parameter Sweeping: You can quickly iterate through different modulation frequencies and hardware configurations, building a database of performance that makes final certification a formality rather than a gamble.
| Benefit | External Lab | In-House Testing |
|---|---|---|
| Iteration Speed | Very Slow (Weeks) | Rapid (Minutes/Hours) |
| Diagnostic Depth | Low (Result focused) | High (Data focused) |
| Cost Control | High (Repeat fees) | Low (Capital investment) |
The Shift: In-house testing turns EMC from a gatekeeping event into an engineering parameter. It replaces the "trial-and-error" uncertainty of external labs with empirical, data-driven design confidence.
In e-drive development, EMC issues often only appear under specific operating conditions. If they are found late in the process, they can quickly lead to redesigns and project delays.
EMC test benches help engineers identify and fix these problems earlier in a controlled environment.
A Tier-1 supplier encountered unexpected EMC failures that only appeared at certain switching frequencies and load points.
Since vehicle-level testing could not reliably reproduce the issue, engineers moved the validation to an E-Drive EMC test bench. The stable setup made it possible to isolate the root cause, which was linked to an unexpected common-mode current path in the DC link.
The issue was resolved through filter and layout optimization before SOP.
During regenerative braking, an EV system showed intermittent EMI behavior that was difficult to track on the full vehicle.
On the EMC test bench, the issue became repeatable. Testing revealed electromagnetic coupling between motor phase cables and nearby sensor wiring under high dv/dt conditions.
After adjusting routing and improving shielding, the problem was eliminated early in development.
A development program experienced occasional CAN communication dropouts during peak torque operation.
Bench-level EMC analysis showed that inverter switching noise was coupling into the communication network through grounding paths.
With improved grounding design and additional filtering, communication stability was restored.
E-Drive EMC test benches make complex EMC issues reproducible, traceable, and fixable before they become expensive late-stage redesign problems.
Integrating E‑Drive EMC test benches into the EV development process helps teams treat EMC as a design parameter, not just a final validation step. By introducing EMC testing early—at the electric drive system or subsystem level—engineers can identify EMI sources such as inverter switching, cable coupling, and grounding issues before the vehicle architecture is finalized.
Using an E‑Drive EMC test bench at key design gates (prototype, pre‑validation, and pre‑production) allows teams to run repeatable tests under realistic load and driving profiles, aligning performance with standards such as CISPR25 and ISO11452‑2.
This continuous feedback loop between bench‑level EMC data and vehicle‑level validation reduces late‑stage re‑spins, shortens development cycles, and increases confidence that the final product will meet EMC compliance requirements without costly redesigns.
E‑Drive EMC issues are a major driver of costly design re‑spins, delayed launches, and strained OEM‑supplier relationships in EV programs. From fast‑switching inverters and poor shielding to safety‑critical system interference and regulatory pressure, the risks accumulate quickly when EMC is treated as an afterthought rather than an integrated design factor.
By moving EMC testing earlier—usingE‑Drive EMC test benchesinside controlled environments—teams can discover EMI sources under realistic load conditions, optimize shielding and grounding, and align e‑drive performance with standards such as CISPR25 and ISO11452‑2 long before vehicle‑level certification.

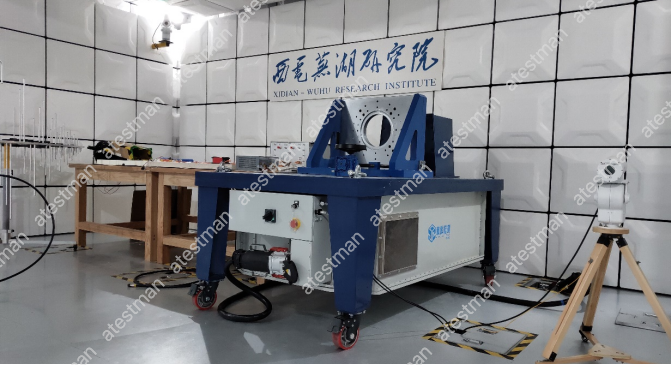
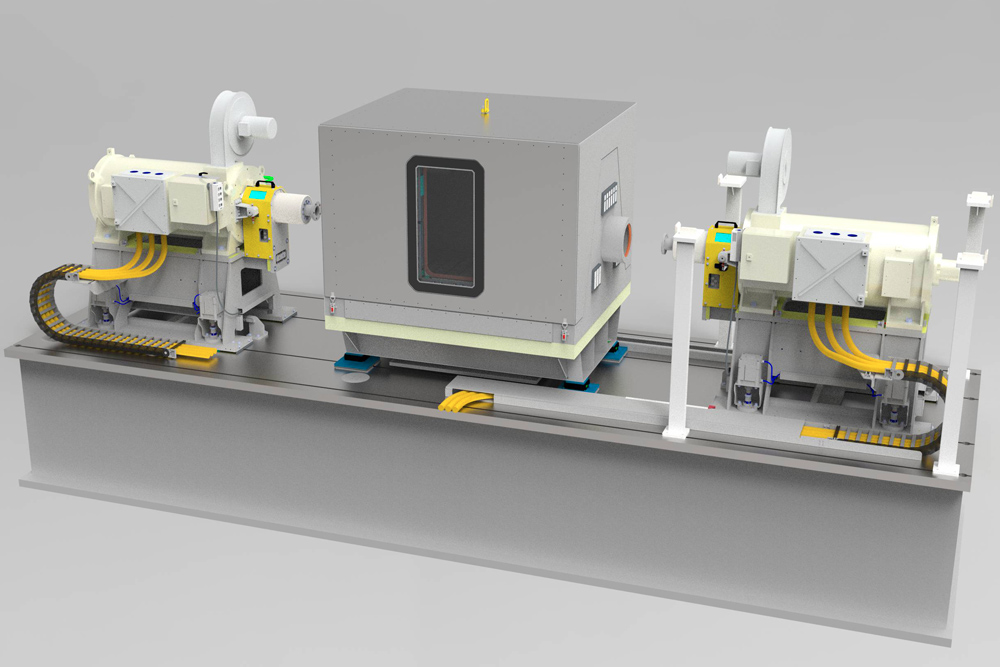
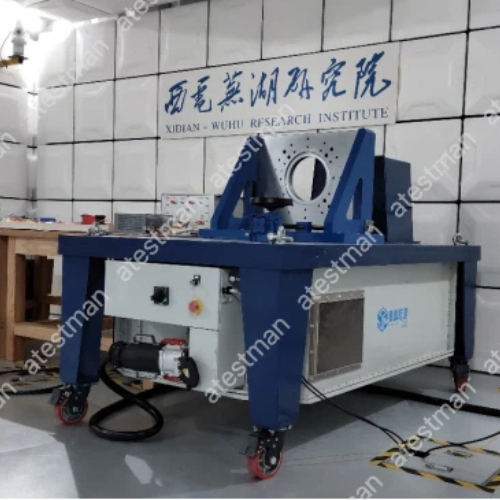
At the heart of this shift isAtestman’s E‑Drive EMC Test Benchsolution, designed specifically for high‑power electric drive systems in EV and hybrid programs. Atestman’s test benches combine dual‑axis loading, wide‑band EMC measurement capability, and seamless integration into shielded test cells, enabling engineers to run dynamic driving profiles, capture EMI signatures during acceleration and regenerative braking, and iterate on inverter layouts and filter designs without disrupting the rest of the vehicle build. With robust support for both conducted and radiated emissions testing, Atestman turns EMC from a late‑stage risk into a predictable, data‑driven part of the EV development process—and helps teams avoid expensive, last‑minute redesigns while accelerating time‑to‑market.
Why is component-level testing insufficient for E-drive systems?
E-drive systems are highly integrated. Interference coupling (like common-mode noise) only emerges when the inverter, motor, and cables operate together under load. Component testing fails to capture these system-level interactions.
How does bench testing prevent costly design re-spins?
It identifies issues during the modular design phase. Fixes at this stage are simple—such as adjusting gate resistors or rerouting cables—whereas failures at the vehicle level often necessitate expensive PCB re-spins or mold changes.
If we use simulation, why do we still need a physical test bench?
Simulation struggles to model complex real-world variables like parasitic resistance, shielding imperfections, and thermal aging. The test bench provides the "ground truth" data required to validate simulation models.
Is an in-house test bench worth the investment for smaller projects?
Yes. The cost of a single major design re-spin—due to wasted tooling and project delays—typically far exceeds the cost of a bench. It acts as an insurance policy against catastrophic launch failures.





Mr. Lind
Email:[email protected]
Hongkong office: Atestman Co. Limited
Shenzhen office: Atestman Technology Co., Ltd.
Factory site: High-tech Park, Hefei, Anhui , China









")
")
")